kuni さん

〒064-0945 北海道札幌市中央区盤渓435-26
tel/fax 011-614-5288
携帯 090-6870-2843
有限会社 トゥレベルク工房




テーブル、デスク、卓








お仏壇、桐の収納

ナラ突き板のお仏壇

お仏壇とアートマグネット

特注の現代仏壇

桐の小タンス
アートなマグネット


のえる小児科の本棚とアートなマグネット

シンジルコトハアイスルコト
クラフト小物

オンタイムさんのウォッチスタンドとレリーフ

一輪挿し「凛」

ペンスタンド

寄木の時計

フォトフレーム

木のお守り





ダイニングチェアー「つつみ」の製作ー前編 [ダイニングチェアー「つつみ」の製作工程]

2010年に製作した、中国産桑のダイニングセットです。これを注文して下さった方のご紹介でブラックチェリーとウォールナットを2脚ずつ製作することになりました。

これが、今回の製作のためのブラックチェリー。比較のためにアーム用に切り出したパーツを乗せてみると、中身はこんな

ほんのりピンク色なんです。下の材の表面は数年経過した色でしょうね。

7年ほど経ったブラックチェリーの「凛」を置いてみました。なんともおいしそうな色でしょう!?ブラックチェリーは焼け色の女王ですね!

そして、ウォールナット(アメリカ産)。ココアのような渋ーい色で家具材として人気の材です。この材はチェリーのような劇的な焼け色にはなりませんが、この材のいいところは、なんといっても濡れ色ですね。濡らしてみると、こうです。

新材なのにアンティークみたい!
さて、切っていきますか!?

足に関しては、頭を付き合わせるような木取り方をしてゆきます。そうすると、

上の2本のセットのように木目が対象になるわけです。それが完成すれば

ね?足の木目も、そしてアームも左右対称になってますでしょう!?
(この写真は桑の製作時のもの)

チェリーのアームの材を切り出し始めると、中から節が!ありゃー。

これもチェリーなんですけど、4箇所、焦げ茶の点が見えますでしょ?これはガムスポットと言って、樹液だまりなんです。嫌がる職人も多いのですけど、僕はこれを見ると「あーブラックチェリーらしいなぁ~」って感じるんですよね。日本の桜にはほとんど観察できないのですが、チェリーにはよく出るんですね。これは木味のうちです!

ウォールナットもこんな風に目に沿って切り始めると、、、

切ってる、足元はこんな色!
ココア、ひっくり返したみたい!?

ありゃりゃ!?中からこんな欠点が!これはさすがにハネですね。
っていうか!?
切った抵抗感から言うと、この板から取った足は全部使えません!
ガーン
しばし、ボー然と座り込む、、、。
写真では解らないことなんですけど、足にするには柔らかくて強度不足です。木ってね、同じ種類でもかなりの個体差があって、色とか木目の通りに気を取られて、硬さのことを忘れてしまうことがあるんですね。今回のウォールナットは少ない選択肢から選んだので、ちょっと油断してしまいました。今回の材は往復7時間かけて買い出してきたんですけど、足の分は買い足さないといけなくなってしいました、、、。
あ~あ、、、。○千円がパーだよ、、、。

とりあえず、近場の材料屋さんで、単価の高ーい!材を買い足して(とほほ)、
どうにか木取りは終了です。
2種の材を並べて見ると、この色の差!
さて、順調にいきますかどうか?
お楽しみに~!

前足は見ての通り、楕円の断面がわずかに曲がった形になっています。その工程は、まずバンドソー(帯鋸)でひとまわり大きく切り出し、


型に固定して、縦軸という機械で正確に削り出してゆきます。

奥の赤い円筒が鉋胴(かんなどう)。

アルミの円筒のブロックに刃物が4枚付いたもので、刃先の円周の直径と下のリングの直径が完全に一致しています。そうすると、

型からはみ出した分が削りシロとなり、
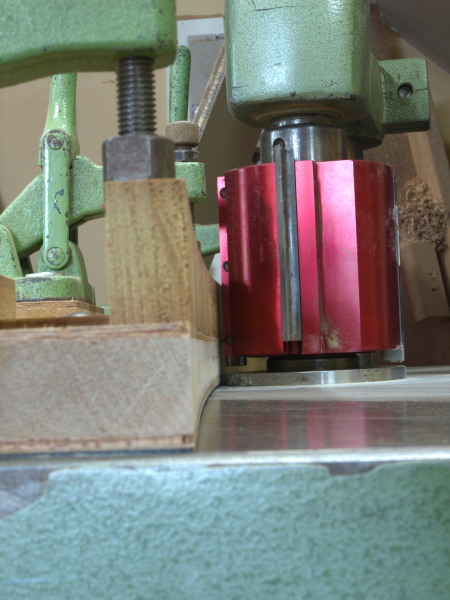
削り終われば、型とパーツは完全に一致するわけです。こうしてアウトラインが正確に決まったパーツを今度は楕円の断面にしてゆくわけです。

左の刃物は楕円の半分の形になっていて、表裏の2回削れば、楕円の出来上がりとなるのですが、型に正確に保持するために、両端は角のまま残して、その間だけを楕円に削り出してゆきます。

そして、両端を切り落とせば、前足の基本の形ができます。
まず、頭の方を、次に足先を

こうして、楕円でわずかに曲がった前足の形は出来上がりました。

初めて扱う材や、削ってみたけどなんともなしに強度に不安があれば、ふんずけて試験をしてみたりもします。

体重をかけただけでは折れません。

思いっきり、飛び上がって踏んで、やっと折れる程度なので、「これなら大丈夫」と、安心して進められます。

加工の際のわずかな誤差や、Rのいびつな場所を面鉋で微調整して、

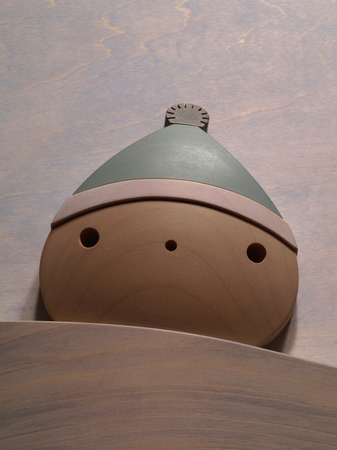
頭の凸Rの墨をして、

ベルトサンダーで荒落とし。

手加減でヌルリとした曲面に仕上げてゆきます。
ちなみに頭が平面のものと、凸Rのものを比べてみましょうか?

ぜんぜん表情が違うでしょう?凸Rの方は、正面から木口にかけての木目の流れが見えて、表情が豊かですけど、上の方は、無表情な感じがしませんか?

ね!?こうして並ぶ様は組み立ての出番を今か今かと、ウキウキしながら待っているかのようにさえ見えます!
もう単なるパーツではないでしょう?
この前足1本にかかった手間は一輪挿し1本の手間に匹敵するのです。この椅子はそんなパーツが12個集まって出来ています。おのずとその膨大な手間と値段が想像できますよね?
でもね、こうしてひとつひとつのパーツがある瞬間をこえると、ぐっと表情が出てくるのを見ると、そこまでの手間をやっぱりかけてやりたいのですね~。それは樹木としての命を終えた「木材」が新たな命を宿すことだし、それでこそ心を動かす力を持ちうる。「木材」のままで終われば、それは使い捨てられるただの物体でしかありません。そんなの寂しいですもんね。
そうしてkuniの貧乏は続くのであった。
うるさいって!
続く~!
だれか情熱大陸に推薦して~!あはは~。

さて、次は長い方の足4本の加工です。今日の記事の見所はふたつ。ひとつはまず、貫の後ろが二本の足に挟まれている組み手。ここの加工はほんとに
めんどくさい1!
もうひとつはアームを受けている足の上端の受け口の加工。ここも
めんどくさい2!

まず、足を縦軸で削り出し、

正確にカット。

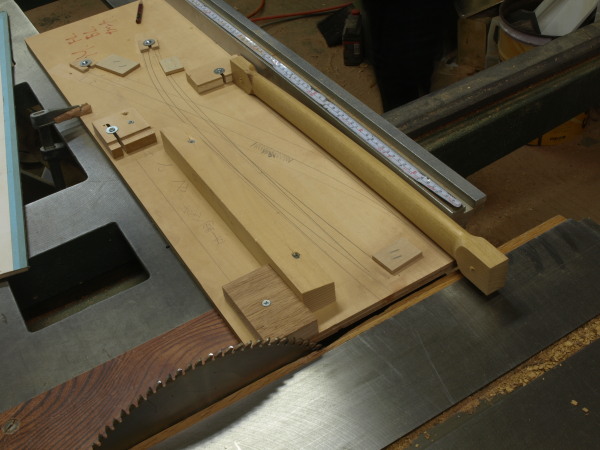
めんどくさい2の加工からですけど、これがアームの受け口を作る型で、この上にパーツを置き、

ルーターという機械にセットします。

パーツがびびらないようにしっかりクランプし、

先丸の刃物で穴を空けるような削りをします。これでおおよその受け口はできました。あくまで「おおよそ」ですけどね。
で、今度はめんどくさい1の貫がはまる部分のしゃくりの加工です。

こんな型に足を2本を組まれる傾きそのままにセットします。
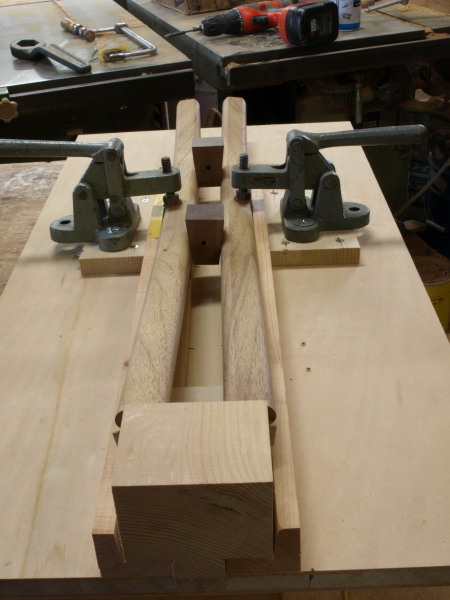
その状態のまま、

貫の断面と正確に一致したしゃくりを削り出します。そこに8ミリのダボ穴の加工をし、

出来上がったパーツ3本を並べてみました。

これがどの様に組まれるかというと、




ね!?やっとわかりました?加工するのもめんどくさければ、説明も大変!(笑)
ふたつの難関を突破してちょっとだけ安心して受け口部分にまた8ミリの穴明け。

次から次にいろんな型が出てくると思いませんか!?
まだまだ出てくるよ~!
今度は面取り。

こうして治具にセットして、

ひゅーんと面を取ります。

面を取る前の足はまだ「木材」ですけど、面を取ると命が宿りますよ!

ね!?この瞬間が好き!(笑)だってねぇ、自分の手の中で育ってゆくみたいなんですもん。
さて、アームの受け口の加工は「おおよそ」って言ったでしょう?

これがアームと足のジョイント部ですけど、よく考えて下さいね。アームは楕円の断面でなおかつ「曲がっている」わけです。これは3次曲面です。これに対して、足側に加工したのは真っ直ぐな円の一部、つまり2次曲面です。これでは厳密にはピッタリとは組み合わないわけです。
どうにかして足の受け口も3次曲面にしなくてはいけないのです。そこで登場するのが、「アイロン」!

きつね色になっているのがアイロンを当てた場所。外側の両角と内側の中央にアイロンを当てて、受け口を3次曲面に変形させてしまうのですよ!うししでしょう!?
こうし足の加工は終わり、ほっとして、仕上げる事が出来ます。

チェリーとウォールナット。並ぶときれいですよね。

また、面鉋で微調整して、

ひたすら滑らかに、、、。
シャカシャカ、シャカシャカ、、、。

肩こったなぁ~。この椅子はほんと神経使うのよね~。
まだまだ続くのさ~!

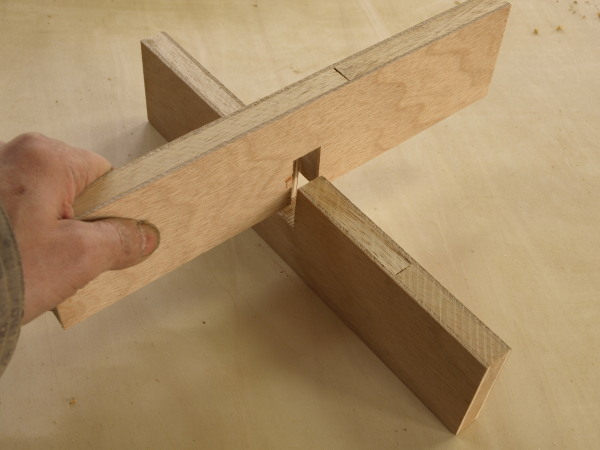
貫はこのように十字の構造をしていますが、ここにはビックリ仰天!のヒミツがあるのです~。
前足の断面は楕円。横足は角丸の四角ですから、木口には別な加工をしなくてはいけません。

それぞれの断面用の刃物があって、別々に加工するのです。

こっちは横足用の受け口で、

こちらが前足用の受け口。
これらの加工が済んだら、十字の組み手の加工です。

実はこんな構造になっていまして、上の縦貫を長さ約130ミリのダボがつらぬき、横貫を接着するという構造です。これが
めんどくさいーその3!



外からは、悲しいくらいに何も見えないけれど、ジツハ、ジツハの構造でしょう!?
どうしてこんなめんどくさいことをするのかというと、こういう十字の構造には、

相欠きという組み手が一般的なんですが、
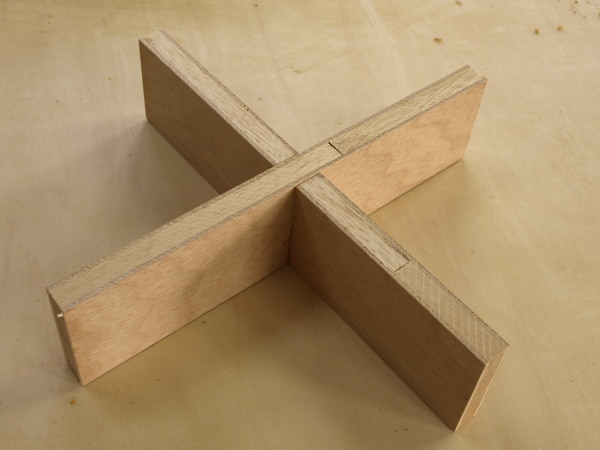
この構造は垂直=上からの荷重にはいいのですが、椅子の貫のように、足からねじれの力がかかるような場面にはまったく適さないのです。なぜなら、貫の高さの半分が欠き取られているために実際の強度は半分しかなく、ねじれにも弱い構造だからなんです。
だから、この椅子の貫は上のような複雑な構造をしています。その加工は、まず、

クロスカッターというスペーサーで溝巾を微調整できる刃物で、縦貫の側面に1、5ミリの溝を掘り、

さらにその溝の中に12ミリのダボの穴を3箇所開けます。
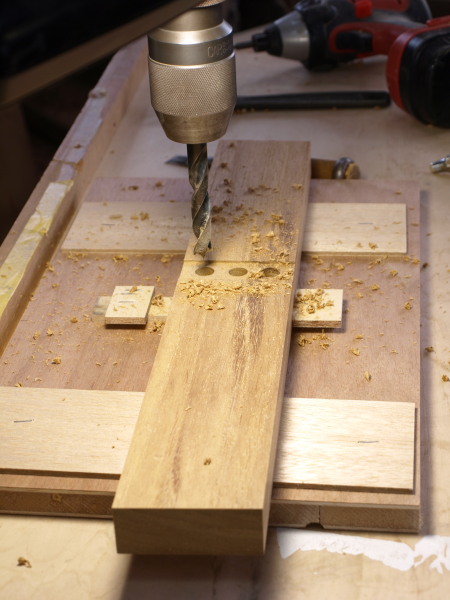
話のタネにこの時使うドリルの刃は鉄鋼用の刃を自分で好みの刃先に替えたものを使います。

先端のトンガリは中心軸の役目で、外周の刃は穴の側面を滑らかに切ってゆく役目をします。この研ぎ方次第で、穴あけの精度はずいぶん違うのですよ。

こういう状況になるわけですが、今この溝の巾は23.7ミリ。ところが、ここにはまる横貫の板厚は24ミリあるんです。入るわけないですよね!?

で、この横貫の角を見ると斜めの面が見えますでしょう?これは削った面なのではなく、

こうして玄翁で叩いてつぶした面なのです。

これを「木殺し」って言うのですけど、叩かれていったんつぶれても接着の時の水分でまた元の厚みに戻るのです。すると23.7ミリの溝に24ミリに戻りたがっている貫がガチガチに嵌った非常に丈夫な構造になるというわけ!
どうじゃ?すごいじゃろ!?
さて、横貫の木口にも穴あけをし、

12ミリのダボの段取りです。

万力にはさんだステンの板には、11.8ミリの穴が空いています。そこに12ミリのダボを回転させながら、無理やり突っ込みます。すると摩擦熱もあって、ダボは11.8ミリにこれまた、「木殺し」されてしまいます。

これがその結果。手前の30ミリほどは「木殺し」されていない部分。
これを130ミリほどの長さに切って、

登場したのは、「面取り君」。四角い木の内部にはカッターの刃が45度に傾いて固定してあり、

その穴にダボを入れると瞬間で、

クルリンと面が取れます。 働き者です!
さあ、いよいよ組み立て始めました。

ダボを入れるところは撮り忘れちゃった!
ブチュブチユと隙間から出てくる接着剤をブラシでゴシゴシ洗って、

十字部分は組み立て終了です~。
ひゃー、、、、。
どこまで続く~?
ダイニングチェアー「つつみ」の製作ー後編 [ダイニングチェアー「つつみ」の製作工程]

十字の貫が組み終わったら、足を組み立ててゆきます。
ここで使うクランプはちょっと変わっていて、「トリオクランプ」というものなんですけど、白いゴムが貼ってある部分が偏心カムのような構造をしていて、ねじが切ってある方からの圧力がかかるほど、側面をしめつけるというすぐれものです。

横貫と横足には今は何の組み手もなく、接着剤だけでとりあえずくっつけます。これを職人は「イモ」って言うんです。「あ~?ただのイモでくっつけるのか~?」みたいな。(笑)

前足も同様に「イモ」で付けます。

さて、次は二本並んだ後ろ足。

ここは8ミリのダボ3本ですね。ここの接着はやっかいでして、この2本が0.1ミリでも上下にずれるとアームの受け口の2箇所のどちらかの付きが悪くなってしまいます。

そこで仮のアームを置いて、

上下方向に軽く締めながら、

2本の足を締めるということをしなくてはいけないのです。

これで、アーム以外の構造は組み立て終わりましたよ!
さあ、今度は横足と前足に外からダボ穴を空けてゆきます。

ダボの位置に墨をして、(鉛筆を使っても墨をするって職人は言います。)

組み立ててある物を機械に乗せるのは気持ちのいいものではないのですけど、こうして、ボーリングマシンで外から穴を空けるんです。

こんな状況です。

そして、空いた穴の出口のあたりを上下方向に小刀で楕円に削ります。
その結果はこんな。

ここに、ダボを入れて、くさびで広げると、その断面は、

ね!?出口のところでラッパ状に広がっているでしょう?接着強度だけでなく、物理的にも抜けにくい形にしているわけです。
ところで、十字の貫に使ったダボは外からは見えないものなので、樹種は問いませんから、既製品でいいのですが、ここで使うダボはモロに見えてしまいます。既製品のダボの樹種は2種類程度しかありませんし、美観など考えては作られていません。ですから、ここで使うダボは自分で作らなくてはいけないのです。
今回はウォールナットとチェリーで、濃い色の木ですからダボはなるべく白い木にしたいということで、アメリカ産のホワイトアッシュを選びました。この木はバットに使われるくらい丈夫な木で日本で言うとアオダモの仲間です。

まず、11.5ミリの角材をソケットレンチにむりやり突っ込み、

登場したのは「丸棒君」!
奥側には15ミリの穴が、手前側には10.2ミリほどの穴が空いていて、途中に彫刻刀がセットしてあり、角捧を回転させながら突っ込むと10ミリの丸棒に変身!という優れもの。 イェーイ!

キュルキュルキュルっと、これがうまくいくと楽しい楽しい!(笑)
これは動画で載せたいね~!
これも当然「木殺し」をし、70ミリほどにカットしたら、くさびを入れる溝を切ります。

使っている鋸の厚みは0.8ミリという薄さ。

この写真は前回のニセアカシアのダボですけどね。
これで、ダボの段取りはOK。
さあ!ダボを入れてゆきますよ~!

ミクロの隅々まで接着剤が行き渡るように、たっぷりと入れます。

ブチュブチユっと入れるんですけど、このくさびの向きが要注意。

こんな風にあっちこっちに向いちゃうとカッコワリーになっちゃうので、ここで登場するのは、「くさび平行君」(笑)

木っ端に銅の板を嵌めてあるんですけど、これを

くさびの溝に嵌めて、平行を維持しながらクランプでダボを締めてゆきます。

締め終わると余分な接着剤は穴とダボのわずかな隙間から噴出してきます。こうなれば、ダボの側面や木のミクロの穴まで接着剤が行き渡った証拠というわけね。
で、お次は「くさびガイドさん」
「オーライ、オーライ」 ってかい!?

10ミリのダボと10ミリのくさびがピッタリと並ぶようにガイドさんが助けてくれるのね~。

ウォールナットのくさびを打ち込んで、

ガイドさんをはずしてきれいに洗った姿は、お見事!

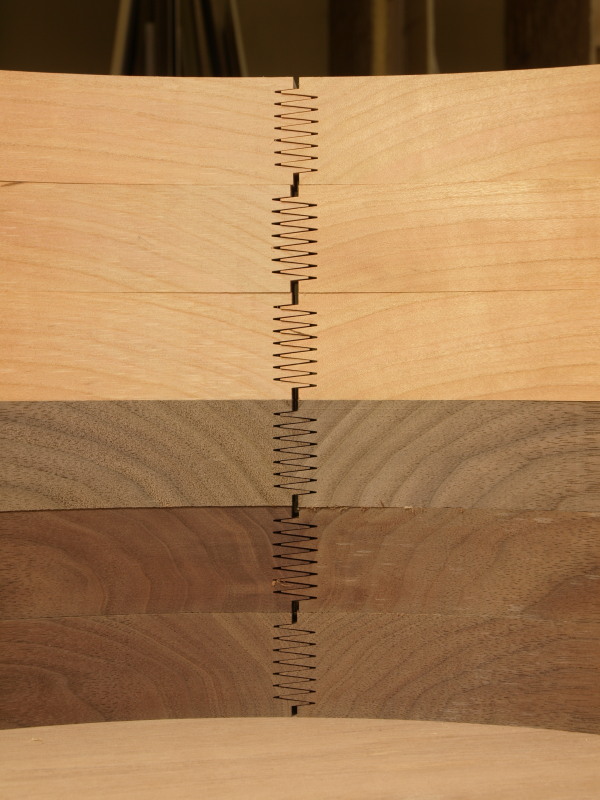
すべてにダボが入りましたよ!この余分を手鋸で切り落とし、仕上げると、

いい仕事してます!これがブラックチェリーにダボはホワイトアッシュ、くさびがウォールナットの組み合わせ。チェリーはずっと色が濃くなるので、一年もすると色のコントラストはもっと出るはずです。
ダボの年輪の向きとくさびの向きがちゃんと平行でしょう!?これも一本一本確認しながら溝を突いているんですよ!
そして、今日最後の一枚。唸って下さい!

もう少し!!!
この椅子における最大の
めんどくさい!
アームの加工に入ります!

解りやすいように色違いで並べてみましたが、このアームは4っつのパーツがフィンガージョイントでつながっています。
まず、木取りですが、ベニアの型で墨をして、

木取ってゆくのですけど、この時気をつけるのは、縦一列に順番に番号をふってゆくことなんです。

この一列がひとセット分。もちろんそれは木目をジョイントで対象にするためなんですけど、これを部分モデルで説明すると、

これがジョイント部だとしましょうね。このA-A,B-B,C-Cを組み合わせると、

こういうふうに木目はきれいに対象形になりますが、

C-A,A-B,B-Cと組み合わせると木目はぜんぜん合わないでしょう!?だから木取りの時に付ける番号はとっても重要なんです!
さて、バンドソー(帯鋸)で切って、

縦軸で削って、
時には、クランプの押さえがあまくて、吹っ飛ばされて「ギャー」とか?

あらら、、、
試験材を削っては、厚みをチェックして、

OKとなれば、ホンチャンの材を削ってゆきます。で、次は、このカーブに対する正確な角度をまた試験材で切って、

フィンガーを削り出します。

このフィンガーを削る刃物は、

こんな刃物で、これひとセット10万は軽く超えていたと思います、、、。
ゲェ~。減価償却なんて出来てないよね!?
うん。

仮締めしては型の角度を微調整してまた削ってを繰り返して、やっとベストの角度が決まります。型も木材で出来ていますし、消耗部分もありで、約0.2度ほどの誤差を修正しました。
すべてのフィンガーを削り出すと
うん、なかなかいいですよ!別なジョイント部は?

「ありゃー?」チョークのところがひっくり返しです!
まぁ、こういうことがあるんで必ず余計に作るのですけどね、このセットは面を削る時の試験材となります。
さあ!接着してゆきますよ~。

ダボの時と同様にたっぷりと付けて、ミクロの隅々まで入り込むように、

ムチュ!っと付けたら、余分はふき取って、

型に入れてクランプで力一杯締めます!

さらに余分な接着剤が吹き出てくるので、それも洗って、終了。
次の日、試験用の2本組を

うりぁうりゃ!?どうだ!?
軽く踏むくらいでは折れません。
いいんじゃな~い!?
もうちょい続く~!
「ウォールナットとブラックチェリーのダイニングチェアー「つつみ」の製作ーその6」

アームのサンプルが2本あります。それぞれの木口に注目して下さいね。
左はアームの外側に向かって木目が下がっていて、右は逆に傾いているでしょう?そうすると、左のパーツの正面には、こういう木目で、

右のパーツの正面は、

こうなる。こっちの方が面白味はずっとあるわけです。
もちろんこれだけが正解ではありません。年輪の強弱が激しい木をこういう使い方をすれば、木目が視覚的に勝ってしまい、形の美しさが見えてこないケースもありますからね。
今回は、ブラックチェリーとウォールナットで、木目はおとなしい材なので、こういう木目の出し方の方が面白いというケースです。
フィンガーで繋いだアームは、

傾いた楕円の半分の刃物で表と裏の2回に分けて、楕円の断面を削り出します。

ひっくり返しでアームの外の下側が見えた状態です。

ぐるりんと削り終わったら、今度は内側。


形になって来ました!
例によって、パーツに命が宿る瞬間を!

これが、こうなる。

「うひゃー!」でしょう!?
ブラックチェリーの方は、

これが、

こうなる。まだ削りたてで木目はぼやけてますけどね。ちゃんとペーパーを当てて仕上がるとそりゃきれいになりますよ!
ところでね、ここで白状すると、このチェリーのアーム、実は丸一日かけてやり直したんです、、、。
組み立ての時、A組とB組の一部を入れ替えて組んでしまい、その結果

ほら、よく見ると、木目がぜんぜん対称じゃない!
気付いた時は、えらい凹みました。その日の晩は「しょぼーん、、、、」で、、、、。
でも気を取り直して、やり直したのさ!
この4本は後日アウトレットで6万円ってことになるかなぁ?あ~あ。

さぁ、微妙な誤差を小鉋で修正し、

逆目のボソボソはお手製のスクレーパーで削り、

粉のような削り粉でしょう!?削った結果は、

ほら、もうガサガサしてないでしょう?こうしておけば、ペーパーがけが楽になるんです。

荒いペーパーはサンダーで能率優先。その後は手でシコシコ、スリスリ、、、。

仕上がりはこんな感じ。ヌルっとして、木目もはっきり見えて来ます。

次は、足を組む8ミリのダボ穴を空けてゆきます。

とうとう、アームも組み立てに入れますよ!

まず、足の方に接着剤を入れて、

ダボを入れ、

アームを乗せたら、

アームを組む時に使った型を乗せて、

上下に締めて、最後に

アイロンで変形させたアームの受け口が水分で戻らないように、横方向にも締めて、組み立ては完了です。
やったー!!!
ここまで来たぞー!!!
もう安心。事故は起こりようもなし!(笑)

サンドペーパーでの最終仕上げに入りました。組み立ての時は接着剤を洗い落とすのにジャブジャブと水で洗うので、あらゆる場所で木が毛羽立っていたり、接着剤が飛び散っていたりするので、大事な工程なのです。
後ろに見えるチェリーの椅子の高さがウォールナットと比べると低いでしょう?これを注文下さった、Iさんは、小柄な方で、身長148センチ。座面高を36センチと指定されたのです。
これに関しては、ちょっと悩んだのですが、僕は身長164センチで座面は40~42センチがベストと思っています。そうすると148センチの方とは16センチの差があります。体と足のバランスが半々とすれば、148センチの方のベストの座面高は32~34センチという計算になります。だから36センチでもまだ高いのです。そこで、ご本人にも確認して今回は34センチにしました。
椅子の座面の高さって、西洋の椅子の寸法をそのまま真似たために日本人の寸法にそもそもほんとは合っていないのです。既製品の座面って今でも42から44センチあるのですけど、160センチ以下の人には高すぎるのですよ。高すぎると膝の裏が圧迫されて、長時間座っていられないから、自然と座面の前の方に座って、圧迫を避けたりするんですよね。あまり知られていないし、日本人の平均身長が高くなりつつあるから、うやむやになってるけど、ほんとはそういうことなのです。
さて、仕上げが終わったら、椅子張り屋さんに座面を外注するために座面の段取りです。

小さい穴はボルトが入る穴で、大きな穴は空気穴です。今回は皮なので、クッション内部の空気が抵抗なく抜けるように空気穴が必要なんです。そうじゃないと、風船に座ったような感じになってしまうのですね。布の場合は必要ないですよ。
これで、加工はすべて終わりました。
今回の椅子のために使った型を全部並べてみると、

20点ありました。「くさび平行君」とか「くさびガイドさん」のような細かい物も入れると30点にはなるでしょうか?「つつみ」のパーツは種類で言うと5種ですから、一種のパーツにつき、平均で6点の型がある計算ですね!?
ひょー!そうなんだ!?自分でびっくり!
それと、削ったり、面を取ったり、するための試験用のパーツや予備も含めて、多めに取ってます。



これが全部、余ったパーツ。なので、うまくするとアウトレットが一台作れちゃったりするんです。今回は4台でしたが、前から予備部品で余計にできたら一台欲しいという方がいらしたので、ウォールナットは3台で計5台作ったんです。
さて、いよいよ塗って行きますか!?一気にしゃべり始めますよ ♪

ブラックチェリーの塗る前と

塗った瞬間♪
おー木目がー!

横足には髄線がバリバリのもあったり!

ふぁ~!

いくぜ!ウォールナット!

あややや~!?

下塗りの一回目は完了です。 (床のゴミが付かないように足先に木ねじをうってあります。)
君たち~!饒舌になったのはいいけど、
英語でしゃべり
まくられても
わかりませ~ん!

Iさん発注のブラックチェリーの「つつみ」の完成です!


今回は足を6センチ切っているので、上下のバランスがいつもと違って不思議な感じです。(後から出てくるウォールナットと比べて見て下さいね。)

一度は木目合わせに失敗してやり直したアームの木目。ビッタリ合っているでしょう?そして左右の足の木目も対称。
アームの中央のフィンガージョイントの部分に注目して下さい。濃淡の差は小さいのですが、この状態から左に45度くらいの方向から見ると、

ほら!濃淡がくっきり出たでしょう?木の細胞は短く切ったストローの束のようなものと想像すると、このアームの部品は左右でそのストローの向きが違うわけです。今、光は左上から照らしていますが、右の部品はストローの背がこちらに向かって光を反射し、左の部品は右に向かって反射している。だから左の部品は暗く見えるわけなんですよ。木のものを見る楽しみはこんなところにもあるんです。
これが理解できれば、今、皆さんが使っている木のものの見方も変わるはずですよ~。

アームだけではなく、程度の差はあれ、すべてのパーツに対して、木目には気を使っています。横足のとある場所にはこんな面白い木目も出て来ました。こういう木目は平面上では見ることはできません。3次曲面だからこそなのです。体にフィットして優しい形はおのずと3次曲面になって行く、削り出すことは大変ですけど、それゆえにこういう木目も出て来る。そういう細部の集積が魂のこもったモノになる大きな理由のひとつと言えるでしょう。

もうひとつは技術。二本の足が貫を挟み込むこの構造。この椅子の難度を極める部分のひとつです。しかも貫の木口もちゃんとRが取られているでしょう?この部分の加工だけでも手間がかかるけど、取ると取らないではずいぶん印象は違います。

ブラックチェリーにホワイトアッシュのダボ、そしてくさびはウォールナット。さりげないけどここだけで3種の材が存在します。でもでしゃばらない、ちょっとしたアクセント。
さて、Aさんのお母さんからの発注のウォールナットの「つつみ」は。

しぶ~!
冒頭のチェリーと上下のバランスがずいぶん違いますね?

アームの中央で奥と手前の濃淡がくっきり分かれているのはストローの反射の理屈ですよ。

ほらここでもアームの色が違って見えている部分があるでしょう?
しかし、渋い!!!

パーツとパーツの間に生まれる空間のバランスの美しさもこの椅子の見所のひとつ。

もちろんこちらも、左右対称の木目!

アームの外側にはこんな不思議な木目も観察できます。
おっと、「つつみ」の座面の工程を忘れるところでした!

一層目、
二層目、

三層目、

柔らかめのウレタン5ミリを四層で底付き感を和らげるのと真ん中をふっくらと盛り上げるためですね。そしてその上に15ミリのチップを、

そして仕上げの10ミリで

この上に皮を張っています。単純な丸い座面に見えますけど、全部で6層のウレタンを使っているんですねぇ。
さて、今回は写真を撮るのに今までで一番手間をかけたかもしれません。撮る場所の床に一坪分の仮設床まで敷いて撮ったのですよ。でもやった甲斐がありましたね。まぁまぁの写真が撮れました。その中で一番のショットを最後に!

ブラックチェリーのアームです。
塗装の照りといい、3次曲面の木目、フィンガーからの濃淡の差、いろんなことがこの一枚に凝縮してますよね。
がんばったかいがあったねー、、、。寂光さん好みの写真かも!?
長い連載でした。そのことだけでもこの「つつみ」がいかに大変な椅子かが解りますでしょう?でもまたこうして命をもったモノが巣立って行きます。もうすでにこれから先作るモノはすべて僕より長生きをする、そう思ったら責任ありますね、、、!?
お付き合いいただき
ありがとうございました!
次の連載もすでに決定しています。その前に単発の記事を挟むかな?
まぁいろいろありますわ。これからもお楽しみに~!
「ダイニングチェアー「つつみ」の製作ー完成(ブラックチェリーとウォールナットの特注椅子)」
shop (販売)
写真が各アイテムへのリンクになっています
完売済

完売済

完売済

完売済

完売済

完売済

完売済

完売済

完売済